
Projektovani kapacitet fabrike na godišnjem nivou je 3.000 tona.
Radna energija je električna.
Temperatura rastopljenog cinka je 440-450 stepeni Celzijusa.
Dimenzija kade za cink: 6000mm dužine x 2000mm dubine x 700mm širine (8,4 m³)
Nosivost kranova 2 tone (dva krana po 1,6 tone)
Proizvodnja se vrši po Standardu EN ISO 1461, EN ISO 9001:2008 sistem upravljanja kvalitetom
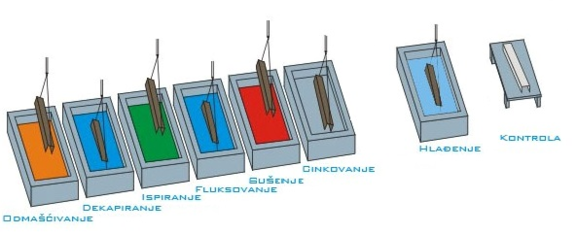
Proces toplog pocinčavanja sastoji se iz:
- pregleda konstrukcije i šaržiranja konstrukcije na šarže, hemijske pripreme i samog procesa pocinčavanja.
Hemijsku pripremu čini niz postupaka potapanja konstrukcije u određene rastvore. Sušenje u sušari na temperaturi do 120 stepeni Celzijusa. Nakon pripreme i sušenja vrši se pocinčavanje konstrukcije u rastopljeni cink na temperaturi od 440 - 450 stepeni Celzijusa. Potapanjem u rastopljeni cink stvara se zaštitna prevlaka, sloj legure Zn i Fe i sloj samog cinka, koja štiti konstrukciju od korozije.
Nakon cinčanja se vrši hlađenje konstrukcije u kadi sa vodom i pregled.
U fabrici se kontrolišu svi parametri tehnološkog procesa:
- temperature rastvora u kadama
- koncentracije i gustina rastvora
- temperatura cinka u peći- permanentno
- ispitivanje otopine cinka na cink i druge metale
- izgled i debljina prevlake
Radna energija je električna.
Temperatura rastopljenog cinka je 440-450 stepeni Celzijusa.
Dimenzija kade za cink: 6000mm dužine x 2000mm dubine x 700mm širine (8,4 m³)
Nosivost kranova 2 tone (dva krana po 1,6 tone)
Proizvodnja se vrši po Standardu EN ISO 1461, EN ISO 9001:2008 sistem upravljanja kvalitetom
Proces toplog pocinčavanja sastoji se iz:
- pregleda konstrukcije i šaržiranja konstrukcije na šarže, hemijske pripreme i samog procesa pocinčavanja.
Hemijsku pripremu čini niz postupaka potapanja konstrukcije u određene rastvore. Sušenje u sušari na temperaturi do 120 stepeni Celzijusa. Nakon pripreme i sušenja vrši se pocinčavanje konstrukcije u rastopljeni cink na temperaturi od 440 - 450 stepeni Celzijusa. Potapanjem u rastopljeni cink stvara se zaštitna prevlaka, sloj legure Zn i Fe i sloj samog cinka, koja štiti konstrukciju od korozije.
Nakon cinčanja se vrši hlađenje konstrukcije u kadi sa vodom i pregled.
U fabrici se kontrolišu svi parametri tehnološkog procesa:
- temperature rastvora u kadama
- koncentracije i gustina rastvora
- temperatura cinka u peći- permanentno
- ispitivanje otopine cinka na cink i druge metale
- izgled i debljina prevlake